

● Используйте систему принудительного охлаждения смазки, уменьшите тепловую нагрузку рамы, обеспечьте качество штамповки, продлите срок службы пресса.
● Человеко-машинный интерфейс управляется микрокомпьютером для визуального управления работой, количеством продукции и состоянием станка (в будущем будет внедрена центральная система обработки данных, и один экран будет отображать рабочее состояние, качество, количество и другие данные всех станков).
Основные характеристики:
1. Рама изготовлена из высокопрочного чугуна, что устраняет внутреннее напряжение заготовки в течение длительного времени после точного контроля температуры и отпуска, так что рабочие характеристики заготовки рамы достигают наилучшего состояния.
2. Соединение рамы кровати крепится с помощью тяги, а гидравлическая мощность используется для предварительного прессования конструкции рамы и значительного повышения жесткости рамы.
3.Отличная конструкция динамического баланса, минимизация вибрации и шума и обеспечение срока службы штампа.
4. Коленчатый вал изготовлен из легированной стали NiCrMO после термообработки, шлифования и другой точной обработки.
5. Осевой подшипник без зазора используется между направляющим цилиндром скольжения и направляющим стержнем и соответствует расширенному направляющему цилиндру, так что динамическая и статическая точность превышает особую точность, а срок службы штамповочного штампа значительно увеличивается. улучшен.
6. Примите систему охлаждения с принудительной смазкой, уменьшите тепловую нагрузку рамы, обеспечьте качество штамповки, продлите срок службы пресса.
7. Человеко-машинный интерфейс управляется микрокомпьютером для визуального управления работой, количеством продукции и состоянием станка (в будущем будет внедрена центральная система обработки данных, и один экран будет знать рабочее состояние, качество , количество и другие данные всех станков).
 |
 |
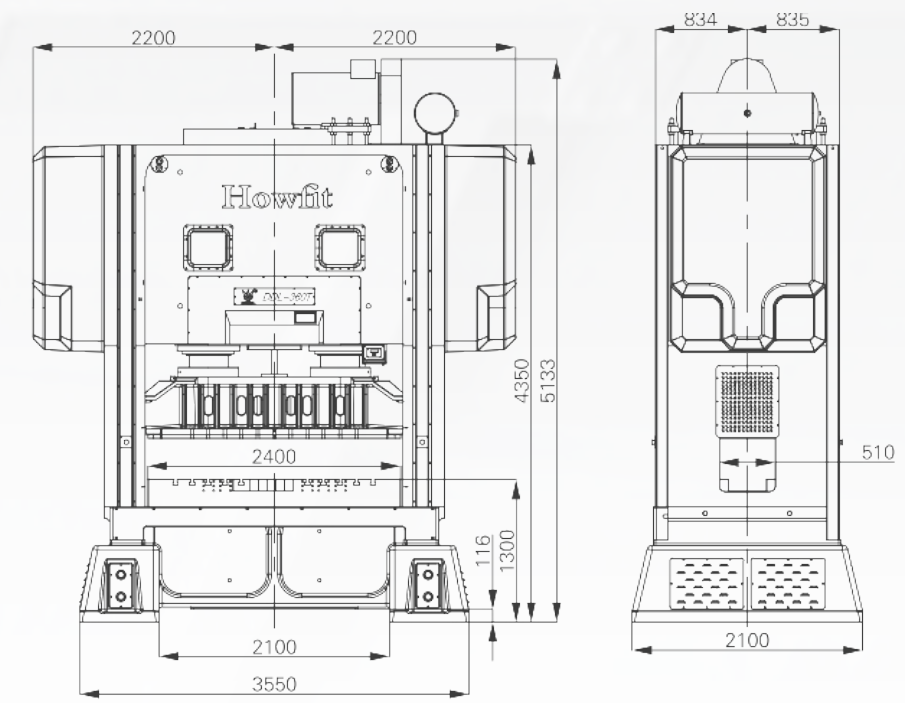
Основные технические параметры:
| Model | DDL-300T | DDL-360T | |
| Capacity | KN | 3000 | 3600 |
| Stroke length | MM | 30 | 30 |
| Maximum SPM | SPM | 450 | 400 |
| Minimum SPM | SPM | 100 | 100 |
| Die height | MM | 400-450 | 400-450 |
| Die height adjustment | MM | 50 | 50 |
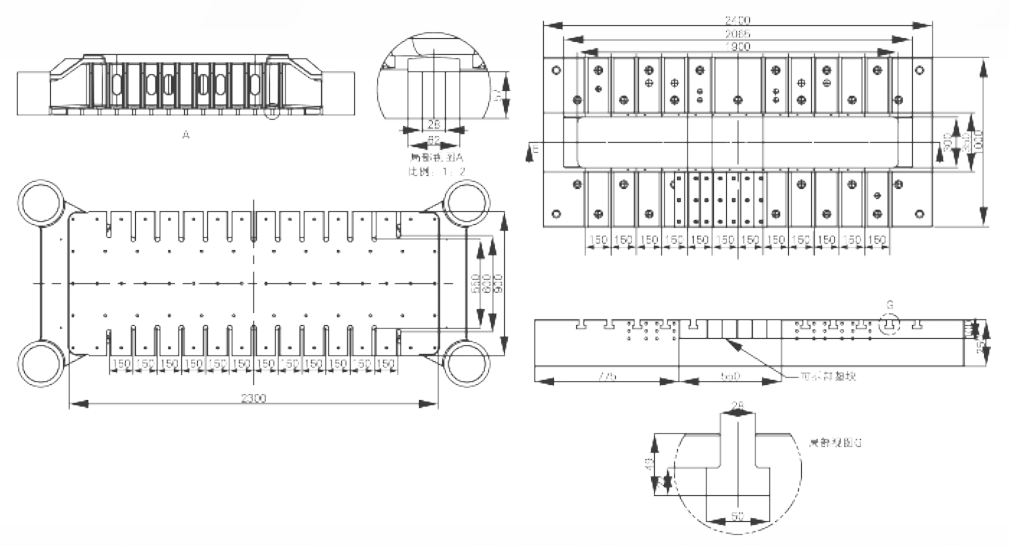
| Slider area | MM | 2300×900 | 2300×900 |
| Bolster area | MM | 2300×1000 | 2400×1000 |
| Bed opening | MM | 2000×350 | 2000×350 |
| Bolster opening | MM | 1900×300 | 1900 x 300 |
| Main motor | KW | 55x4P | 75x4P |
| Accuracy | JIS/JIS Special grade | JIS/JIS Special grade | |
| Total Weight | TON | 65 | 66 |
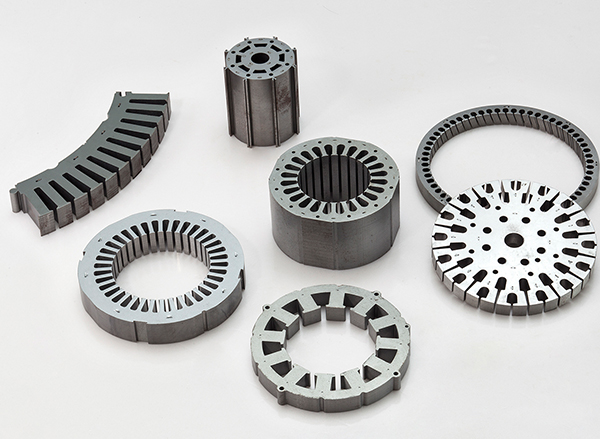
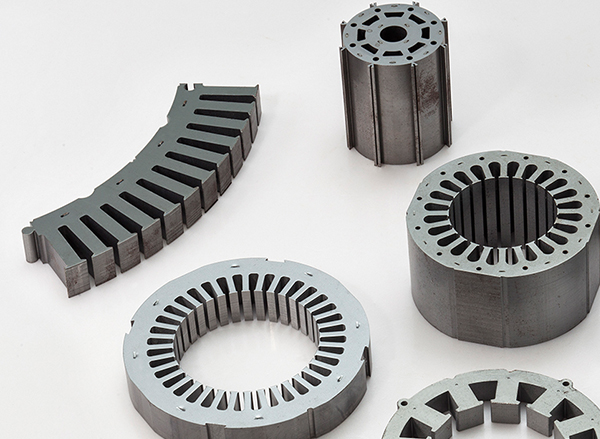
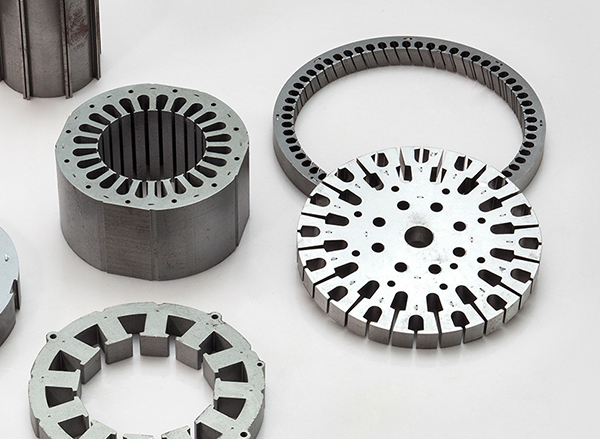
Пресс-продукты:
 |
 |
 |
Электроусилитель руля (ASM)
Электрический усилитель рулевого управления (EPS) — это система рулевого управления с усилителем, которая напрямую зависит от двигателя и обеспечивает вспомогательный крутящий момент. По сравнению с традиционной системой гидроусилителя рулевого управления HPS (гидравлический усилитель рулевого управления) система EPS имеет множество преимуществ. EPS в основном состоит из датчика крутящего момента, датчика скорости автомобиля, двигателя, механизма снижения скорости и электронного блока управления (ЭБУ).
Загрязнения, производимые высокоскоростным штамповочным прессом мощностью 220 тонн на производстве, в основном включают следующие виды:
(1) Эмульгатор часто используется для охлаждения и смазки в процессе обработки. Эмульгатор содержит каустическую соду, мыло олеиновой кислоты, этанол и фенол.
(2) Основные загрязнители, такие как хром, бронза, цинк и другие металлы, обрабатываются на металлических поверхностях и добавляются химические препараты, такие как серная кислота и фторид натрия (калий). При распылении краски, пластика и асфальта на металлические поверхности с помощью высокоскоростного штамповочного пресса мощностью 220 тонн некоторые частицы краски, бензол, толуол, ксилол, остатки расплавленного пластика, крезола и асфальта выбрасываются в атмосферу. Газообразный хлористый водород из отработанных кислотных и щелочных растворов часто образуется при окислительной обработке (чернении).